mesaj bırakın
Sorularınız veya önerileriniz varsa , lütfen bize bir mesaj bırakın , size mümkün olan en kısa sürede cevap vereceğiz!

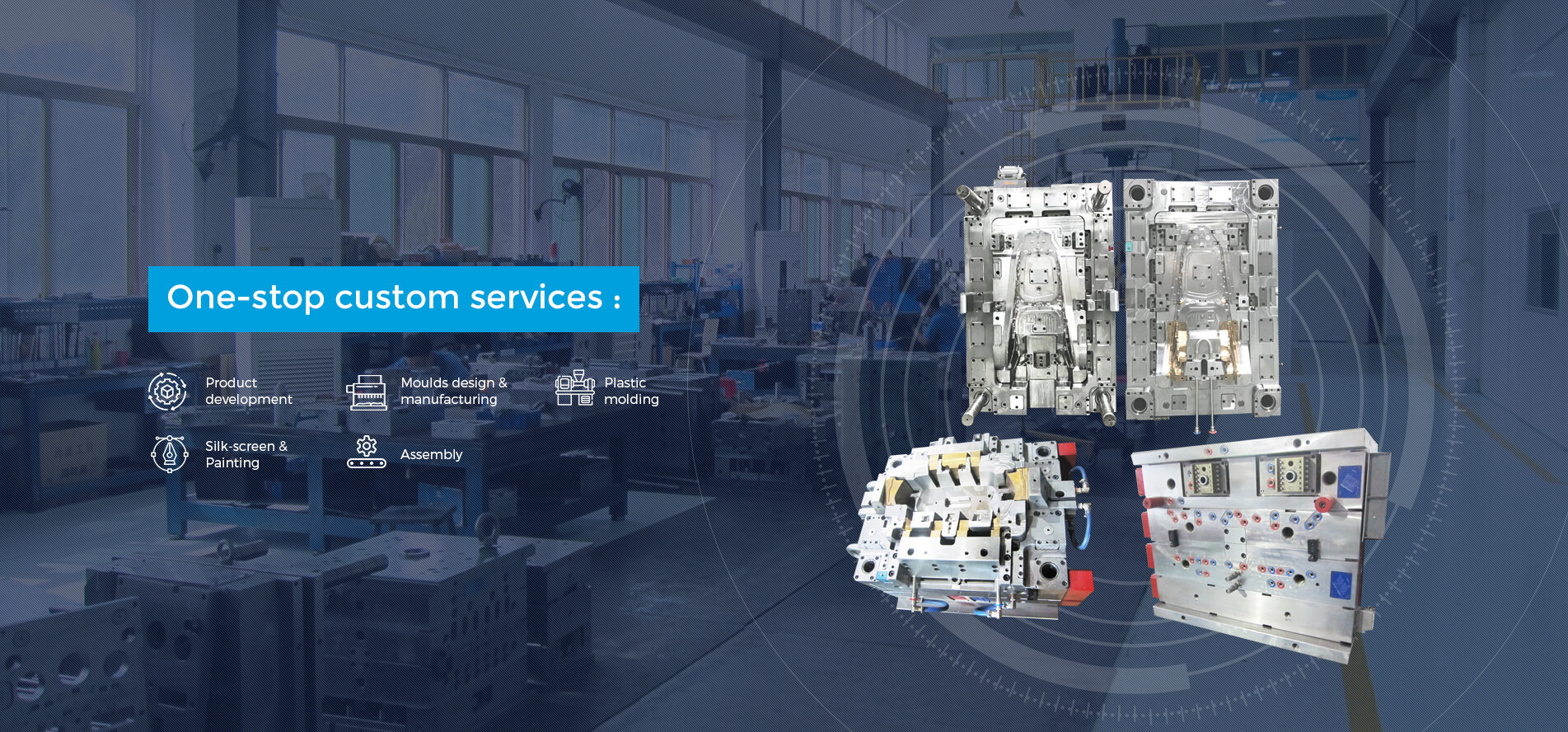


Takım tasarımı ve enjeksiyon kalıplama üretimi sağlayan JHS

Ar-Ge merkezi, şirketin geliştirme stratejisine, göre orta ve uzun vadeli teknoloji geliştirme stratejilerini formüle eder ve pratik ve etkili teknoloji geliştirme planlarını, ayrıştırır, yıllık ürün araştırma ve geliştirme planlarını formüle eder ve uygular, ve geliştirilen ürünlerin şirketin genel geliştirme stratejisini ve pazar talebini karşılamak; şirketin başlıca teknoloji projelerinden. araştırma, teknik araştırma ve teknik karar verme süreçlerinden sorumlu; Sürekli bir teknik araştırma ekibi kurarak ve teknik araştırma düzeyini geliştirerek şirketin teknolojik liderliğini sürdürmek. tasarım yok, kalıp yok titiz şema tasarımı, Kalıpların %96'sı tek bir denemede seri üretilebilir duvar kalınlığı, deformasyon, yapıştırıcı besleme konumu, vb., gibi malzeme özelliklerinin ve ürün fizibilitesinin, analizi yoluyla analiz potansiyel problemlerin önceden değerlendirilmesi iletişim müşterilerle yakın iletişimi sürdürür, ve ürünlerin işlevsel gerekliliklerini ve önlemlerini müşterilerin bakış açısından anlayın,, örneğin yapıştırma hatları için gereksinimler, görünüm gereksinimleri, için gereksinimler, vb. tasarımdan önce sıkı tasarım gözden geçirme sistemi ve kontrol listesi kontrolü, teklif yapısı tartışma toplantısının tasarımı sırasında, tasarımcı kontrol listesine göre kendi kendini kontrol eder; tasarımdan sonra, imalat departmanı ile birlikte gözden geçirme ayrıntılara dikkat edin ve kontrol edin her bağlantının kalite denetimi, seri üretim sorunlarının erken tespiti malzeme , işleme , son kalıplama , sorunları önceden bulmak için her bağlantının kalite kontrolü , her projede kolay izlenebilirlik için eksiksiz bir kalite kontrol raporları seti vardır, görünüm gereksinimleri, vb. her çelik malzeme almanya ve amerika birleşik devletleri'nden ithal edilmektedir, ve orijinal fabrika sertifikası sağlanabilir kalıp imalatı ileri teknoloji, gelişmiş ekipman, mükemmel yüksek kaliteli kalıplar üretiyor! kontrol döngüsü, erken teslimat sağlar haftalık ilerleme raporu, müşterilerin durumu her zaman bilmesini sağlar her proje, proje döngüsünü kontrol etmek için programı sıkı bir şekilde takip eden bir proje yöneticisi, ile donatılmıştır. müşterileri durumdan haberdar etmek için her proje için haftalık ilerleme raporları ve kalıp fotoğrafları sağlayın Müşterilerin kalıbın çalışmasını anlamalarını sağlamak için çevrimiçi deneme videosu sağlayın

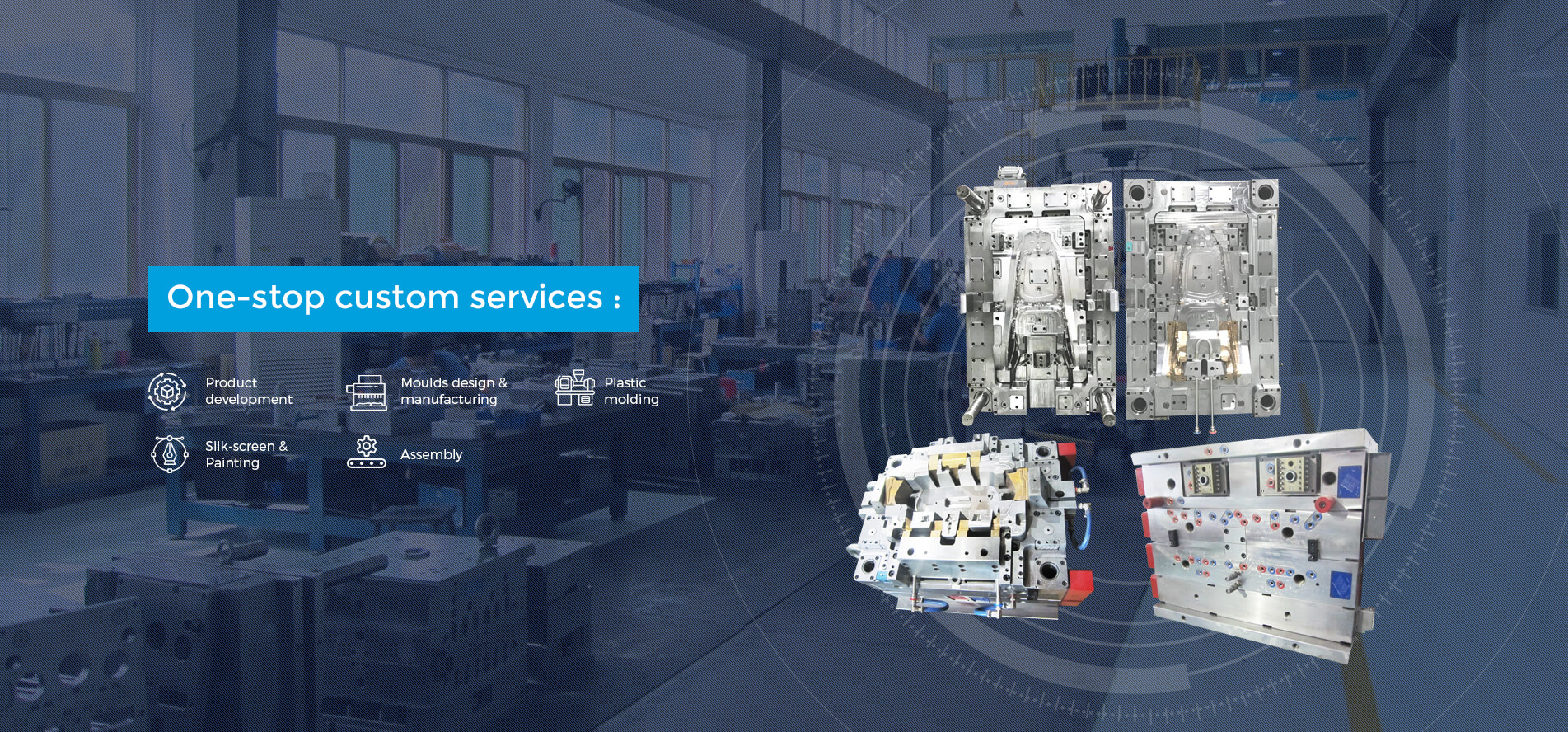
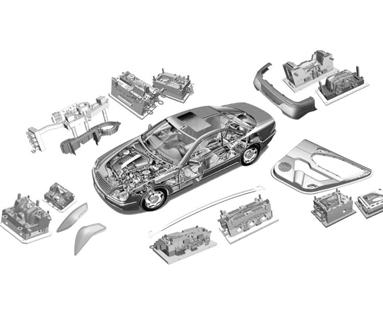
otomobil kalıpları imalatında zengin deneyime sahibiz , çok sayıda otomobil kalıbı , yapıyoruz , gösterge paneli gibi , kapı kolu (kol kalıbının içinde) , ızgara parçaları , tampon ızgarası , hava yastığı kalıp, klima parçası, bardaklık, hoparlör kapağı kalıbı, dikiz aynası, koltuk sistemi bileşenleri, sütun kapağı, vb.

JHS, aynı kalıpta çok malzemeli enjeksiyon (2 veya daha fazla malzeme) yoluyla çok bileşenli ürünler için enjeksiyon kalıplarının tasarımı ve geliştirilmesi için dünya çapında lider ortak olarak müşterileri tarafından tanımlanmıştır.

JHS (xiamen) takım ve plastik teknolojisi co., ltd kapsamlı bir Çin ev aletleri kalıp üreticileri ve ev aletleri kalıp tedarikçileridir, JHS, müşterilerimizin gereksinimlerini aşan enjeksiyon kalıpları , enjeksiyon kalıplama parçaları üretir. komple CNC ekipmanları seti. küçük MOQ ile küçük enjeksiyonlu kalıplama ürünleri siparişlerini kabul eder. JHS Mould her zaman güvenilir tedarikçiniz olabilir.

enjeksiyon kalıplama, büyük hacimli parçalar üretmek için bir üretim sürecidir., en tipik olarak aynı parçanın art arda binlerce, hatta milyonlarca kez oluşturulduğu seri üretim süreçlerinde kullanılır. başlıca avantajı plastik enjeksiyon kalıplama Üretimi toplu halde ölçeklendirme yeteneğidir. ilk maliyetler ödendikten sonra enjeksiyon kalıplı imalat sırasında birim başına fiyat son derece düşüktür. ayrıca daha fazla parça üretildikçe fiyat da önemli ölçüde düşme eğilimindedir. " enjeksiyon kalıplama ürünleri şunları içerir: akıllı ev ürünleri, otomobil parçaları, küçük ev aletleri, dijital 3C ürünleri, tıbbi ürünler, elektrikli aletler, vb. uluslararası üne sahip 8 toshiba elektrikli yüksek hızlı enjeksiyon kalıplama makinesi, ve gelişmiş test ekipmanları. ve mükemmel ve bilimsel kalite ve yönetim sistemi, altında bir grup deneyimli ve yetenekli teknisyene. sahiptir, müşterilerin bir dizi gereksinimlerini yüksek kalite, düşük maliyet, kısa teslim süresi vb. için garanti ediyoruz. tasarım yok, kalıp yok titiz şema tasarımı, Kalıpların %96'sı tek bir denemede seri üretilebilir duvar kalınlığı, deformasyon, yapıştırıcı besleme konumu, vb., gibi malzeme özelliklerinin ve ürün fizibilitesinin, analizi yoluyla analiz potansiyel problemlerin önceden değerlendirilmesi iletişim müşterilerle yakın iletişimi sürdürür, ve ürünlerin işlevsel gerekliliklerini ve önlemlerini müşterilerin bakış açısından anlayın,, örneğin yapıştırma hatları için gereksinimler, görünüm gereksinimleri, için gereksinimler, vb. tasarımdan önce sıkı tasarım gözden geçirme sistemi ve kontrol listesi kontrolü, teklif yapısı tartışma toplantısının tasarımı sırasında, tasarımcı kontrol listesine göre kendi kendini kontrol eder; tasarımdan sonra, imalat departmanı ile birlikte gözden geçirme kalıp tasarımı ayarlamaları her bağlantının kalite denetimi, seri üretim sorunlarının erken tespiti tasarımcılarımız, uzmanlığımıza dayalı olarak malzeme seçimi, duvar kalınlığı analizi, kalıplama, kalıp akış analizi, yüzey kalitesi ve parça dekorasyonu dahil önerilerde bulunabilir. kalıp imalatı ileri teknoloji, gelişmiş ekipman, mükemmel yüksek kaliteli kalıplar üretiyor! yüksek kalite ve mükemmel fiyat " yüksek kalite ve mükemmel fiyat" için müşterilerimizden oybirliğiyle övgü aldık! " Şirketin ürünleri iç pazarda iyi bilinmektedir, ve avrupa'ya , amerika, japonya'ya, singapur'a ve diğer ülke ve bölgelere, ihraç edilmektedir ve " için müşterilerden oybirliği ile övgü almıştır. yüksek kalite ve mükemmel fiyat"! " plastik enjeksiyon kalıplama sürecimiz 15 gün veya daha kısa sürede özel prototipler ve son kullanım üretim parçaları üretir. uygun maliyetli takımlar ve hızlandırılmış üretim döngüleri sunan alüminyum kalıplar kullanırız, ve yaklaşık 200 farklı termoplastik reçine stoklarız.

Firmamız sprey boya , serigrafi , serigrafi üretimi , lazer gravür hizmetleri , sağlayabilir ve kuruluşundan bu yana komple bir serigrafi ve boyama ekipmanı ve bir grup teknik kadroya. sahiptir, şirket her zaman ürün kalite yönetimi tarzına, bağlı kalmıştır, içeriklerden, makine ayarından, renkten ürün sevkiyatına kadar ayarlama, adım adım izleme uyguluyoruz, her seviyede kontrol , ve ürün kalitesini sıkı bir şekilde kontrol etmek. kaliteye göre hayatta kalmak, verimlilikle gelişmek, ve fabrikamızın yönetim seviyesini sürekli olarak iyileştirmek. birkaç yıllık çabalardan sonra, yavaş yavaş gelişti belirli bir ölçekte bir püskürtme tabanı. sadece teknolojimiz hızlı, kesin ve iyi bir seviyeye, ulaşmakla kalmadı, aynı zamanda birçok işletmenin ürünü başarıyla tamamlayabilmesi için müşterilere daha geniş bir yelpazede püskürtme planları, fikirleri ve makul öneriler, sunabiliriz. püskürtme işlemi ve birçok müşteri desteği ve tanıma kazanmak. şu anda , şirketin çalışma mekanizması esnektir ve müşterilerin çeşitli gereksinimlerine uyum sağlayabilir . şirketimizi ziyaret etmek ve iş görüşmesi yapmak için yurtiçinde ve yurtdışında yeni ve eski müşterilere hoş geldiniz .
JHS, ihtiyaçlarınızı karşılamak için size hassas kalıplar sunacak, böylece yüksek kaliteli enjeksiyon kalıplama parçalarına yardımcı olacak.

firmamız dünyanın önde gelen hassas kalıp ekipmanına, sahiptir ve kendini kalıp özelleştirmesine, adamıştır, çeşitli plastik ürünler, ve enjeksiyonlu kalıplama hizmeti üreticileri.
küresel bir profesyonel otomotiv kalıp tedarikçisi olarak, JHS, karmaşık yapıya sahip üst sınıf kalıpları araştırır ve geliştirir, yüksek hassasiyet ve teknoloji içeriğine bağlı olarak otomobilin iç/dış kısmına, bağlı olarak üfleme ve hassas kalıp, tek kelimeyle, otomobil parçalarının ve bileşenlerinin sirkülasyon sisteminin optimizasyonu her açıdan görecelidir.

ev aletleri plastik kalıplama teklifi ve enjeksiyon kalıp teklifi ile üretim için ücretsiz tasarım Uluslararası pazar için 10 yılı aşkın plastik enjeksiyon kalıp imalatı ve plastik enjeksiyon kalıplama deneyimi

Ar-Ge personeli, güçlü bir Ar-Ge ekibinin önderliğinde. yeniliğin kaynağıdır, JHS, bilimsel ve teknolojik projelerde olağanüstü başarılar elde etmiştir., ISO 9001 sertifikasını geçmiştir ve ulusal büyük ölçekli olarak kabul edilmiştir. enjeksiyon kalıp anahtar işletmesi. JHS'nin 10,000 metrekarelik bir üretim alanı vardır ve yüksek teknoloji tesisleri ile donatılmıştır. şu anda, yaklaşık 120 çalışanı vardır. kalıp yapısı verilerini tasarlıyor ve yerinde işleme sırasında sürekli iyileştiriyoruz, ve daha yüksek kalitede ürünler sunmayı hedefleyen, daha iyi işçilik ve daha güçlü yapı. için müşteriler tarafından sağlanan 3B ürün verilerine göre ayarlıyoruz, yerinde işleme için net ve yüksek kaliteli 2D işleme çizimleri sağlayın, üretim ve denetimin kalite ve proses nicelemesi için boyut ve boyutsal tolerans çizimleri sağlayın, ürün standartlarını karşılayan standart parçalar sipariş edin, ve son olarak müşterilere ayrıntılı ve eksiksiz geçiş verileri.
 özel ürünler
özel ürünler
JHS kalıpları, kurum içi kalıp tasarımı ve takımlama uzmanlığı sağlamak için konumlandırılmıştır, özel enjeksiyon kalıpları oluşturur ve ürünlerinizi tasarımdan üretime kadar yönlendiririz.
 kalite kontrol
kalite kontrol
JHS'de, ISO 9001. ile uyumlu sıkı kalite yönetim sistemi altında çalışıyoruz, ürünleriniz fabrikamızda. güvenli bir şekilde üretilecektir.

JHS takımları ve plastik: tek noktadan hizmet, birinci sınıf kalite, samimi satış sonrası servis






kalıp tasarımı , hassas plastik kalıp yapımı , özel en kaliteli plastik enjeksiyon kalıplama .
 enjeksiyonla kalıplanmış parçaların işlem sıcaklığının kontrolü
enjeksiyonla kalıplanmış parçaların işlem sıcaklığının kontrolü
birçok plastik türü vardır, ve birçok plastik malzemenin farklı erime süreleri vardır. çünkü plastiklerin belirli bir erime noktası yoktur, sözde erime noktası erimiş haldeki bir sıcaklık aralığıdır. yapı ve plastik moleküler zincirlerin bileşimi farklıdır, bu nedenle akışkanlığı üzerindeki etkisi de farklıdır. , o zaman enjeksiyonlu kalıplama parça üreticilerinin sıcaklık kontrolü de günümüzde enjeksiyonlu kalıplama parçalarının. işlenmesinde çok önemlidir. 3] JHS plastics editörü sizinle enjeksiyon kalıplama prosesi ve her prosesin sıcaklık kontrolü hakkında konuşacak. 1. kalıp sıcaklığı bazı plastik malzemeler, yüksek kristalleşme sıcaklığı ve yavaş kristalleşme hızı, nedeniyle daha yüksek kalıp sıcaklığı gerektirir ve bazıları, boyut ve deformasyon kontrolü, veya PC'deki genel PC gereksinimleri gibi kalıptan çıkarma ihtiyacı, nedeniyle daha yüksek veya daha düşük sıcaklık gerektirir. daha iyi bir görünüm elde etmek ve akışkanlığı iyileştirmek için, kalıp sıcaklığının bazen 160 dereceden fazla olması gerekir. bu nedenle, kalıp sıcaklığının görünümü iyileştirmede, çok değerli bir etkisi vardır, deformasyon, boyut ve plastik ürünün kalıbı. 2. enjeksiyon basıncı Eriyik ilerlemek için gerekli olan direncin üstesinden gelir, bu da ürünün boyutunu, ağırlığını ve deformasyonunu doğrudan etkiler. farklı plastik ürünler, PA ve PP, gibi malzemeler için farklı enjeksiyon basınçları gerektirir. basınç onların akışkanlığını önemli ölçüde iyileştirecek, enjeksiyon basıncı ürünün yoğunluğunu belirler,, yani, görünüm parlaklığı. sabit bir değeri yoktur, ve daha zor kalıbı doldurmak, enjeksiyonla kalıplanmış parçanın basıncı ne kadar yüksek olursa. 3. namlunun sıcaklığı eriyiğin sıcaklığı çok önemlidir, ve kullanılan enjeksiyon kovanının sıcaklığı sadece bir kılavuzdur. eriyik sıcaklığı memede veya hava jeti yöntemi kullanılarak ölçülebilir. enjeksiyonun sıcaklık ayarı silindir, eriyik sıcaklığına, vida hızına, geri basınca, bağlıdır, enjeksiyon hacmi ve enjeksiyonlu kalıplama döngüsü. belirli bir plastiği işleme konusunda deneyiminiz yoksa, en düşük ayarla başlayın. kontrol kolaylığı için, atış tankı bölgelere ayrılmıştır, ancak tümü aynı sıcaklığa ayarlanmamıştır. uzun çalışma veya yüksek sıcaklıklar için, birinci bölge sıcaklığını daha düşük bir değere ayarlayın, bu, plastiğin erken erimesini ve atılmasını önleyecektir., enjeksiyonlu kalıplamaya başlamadan önce hidrolik sıvının, hazne kapağının, kalıp ve bilye silindirinin doğru sıcaklıkta olduğundan emin olun. 4. erime sıcaklığı plastiğin belirli bir erime noktasına, sahip olmadığı için eriyik sıcaklığı eriyiğin akış özelliklerinde önemli bir rol oynar, sözde erime noktası erimiş haldeki bir sıcaklık aralığıdır. yapı ve plastik moleküler zincirin bileşimi farklıdır, dolayısıyla akışkanlığı sıcaklığın etkisidir ayrıca farklıdır. katı moleküler zincirler sıcaklıktan açıkça etkilenir,, örneğin PC, PPS, vb. , PA, PP, PE, vb. gibi esnek moleküler zincirlerin akışkanlığı, sıcaklık değiştirilerek açık değildir,, ...
 Enjeksiyon parçalarının yüksek işleme hassasiyetine sahip ürünler nasıl yapılır?
Enjeksiyon parçalarının yüksek işleme hassasiyetine sahip ürünler nasıl yapılır?
plastik ultra yüksek akışkanlığa sahiptir,, bu da özellikle yüksek boyutsal doğruluk gereksinimlerine, sahip bazı enjeksiyon parçaları için çizimlerin gereksinimlerine tam olarak uygun olarak plastik enjeksiyon parçalarının boyutunun üretilmesini zorlaştırır. plastik enjeksiyon parçalar elde edilen plastik parçaların boyutunu ifade eder. ürün çizimlerindeki boyutlara uygunluk derecesini, yani, plastik parçaların boyutlarının doğruluğunu, nasıl yapabiliriz enjeksiyonla kalıplanmış parçaların yüksek işleme hassasiyetine sahip ürünler? her şeyden önce, plastik parçaların boyutsal doğruluğunu etkileyen birçok faktör vardır, birincisi kalıp imalat doğruluğu ve kalıbın aşınma derecesi, ve ikincisi plastik büzülme dalgalanması ve kalıplama sırasında proses koşullarının değişmesi. plastik parçanın kalıplanmasından sonraki yaşlanma değişikliği ve kalıbın yapısı ve şekli, vb. bu nedenle, kalıbın ve imalatın işleme zorluğunu azaltmak için kalıbın maliyeti, plastik parçanın boyutsal doğruluğu, plastik parçanın kullanımı için gereksinimleri karşılama öncülüğünde daha düşük olacak şekilde tasarlanmalıdır. plastik enjeksiyon parçalarının boyutsal toleransı, plastik parça toleransı için SJ1372-78 sayısal standardına göre . bu standarda göre, tasarlanabilir ve işlenebilir. hangi 1 ve 2 hassas enjeksiyon işleme teknolojisi seviyesine aittir. , sadece özel gereksinimler, altında kullanılır standart sadece standart tolerans değerini belirtir, ve temel boyut üst ve alt sapma aşağıdakilere göre tahsis edilebilir plastik parçaların uyumlu yapısı. yatay yüzey taşma kalınlığının etkisinden dolayı sıkıştırma parçasının yükseklik boyutu, gibi kalıbın hareketli parçasından, büyük ölçüde etkilenen boyutlar için tolerans değeri, aşağıdakilerin toplamıdır. tolerans değeri ve tablodaki ek değer, ve 2 seviyeli doğruluğun ek değeri 0.05mm,3~5 hassasiyetin ek değeri 0.10mm, ve 6~8 hassasiyetin ek değeri 0.20mm.'dir ve ayrıca, toleranssız boyutlar için, standartta 8 seviyeli doğruluğun kullanılması tavsiye edilir. plastik enjeksiyon parçalarının tolerans sayısal standardına göre, plastik parçaların boyutsal doğruluğu ve kalitesi garanti edilebilir. insanların enjeksiyon kalıplama malzemelerine yönelik arayışını karşılamak için, çeşitli endüstrilerdeki ürünlerin performansı sürekli olarak artmaktadır. , ve ürünler, ürün erişimi gerektiren aksesuarlardan, oluşur. giderek daha hassas , ve orijinal tasarımı karşılamak için ürün aksesuarlarını en üst düzeye çıkarmak. aynı şey enjeksiyon kalıplama endüstrisinin boyutu için de geçerlidir, ve hassas enjeksiyon kalıplama işlemi, büyük enjeksiyonun yapıldığı bir alan haline gelmiştir. kalıp şirketleri rekabet ediyor. günümüzde, birçok ürün aslında orijinal tasarım ömrüne ulaşamıyor. bunun birçok nedeni var. bunun nedenlerinden biri, ürün aksesuarlarının orijinal tasarım boyutuna ulaşamaması. Eksiksiz bir ürün birkaç hatta üstten oluşur binlerce aksesuardan oluşur, ve boyut tasarım gereksinimlerini karşılamaz, bu da kullanım sürecinde sorun ç...
 plastik enjeksiyon hammaddelerinin dolumu tatmin edici değilse ne yapmalıyım?
plastik enjeksiyon hammaddelerinin dolumu tatmin edici değilse ne yapmalıyım?
elektrikli enjeksiyon kalıplama makinesi, üretim enjeksiyon kalıplama işlemi sırasında enjeksiyon kalıplamadan memnuniyetsizlikle karşılaşacak, ve kemiğin ve kaynak hattının. doğru açısında yapıştırıcı eksikliği olacaktır. burada bazı deneyimlerimi paylaşacağım. sen. tutkal enjeksiyonundan memnuniyetsizlik durumunun analizi: kemikte sıkışan hava, enjeksiyon kalıplama makinesinin dolu olmamasına neden olur tutkal ve kaynak hattından kaynaklanan enjeksiyon kalıplama makinesinin yetersiz doldurulması tutkal enjeksiyonundan memnuniyetsizlik nedenlerinin analizi: enjeksiyon kalıplama makinesi çalışırken, kalıbın enjeksiyon yöntemi iki noktalı enjeksiyondur. enjeksiyon hızı çok hızlıdır, bu da kemiğin doğru açısında sıkışan havanın neden olması kolay memnuniyetsizlik; çözüm: çok aşamalı enjeksiyon kalıplama ve konum değiştirmeyi benimseyin. ilk bölüm akış kanalını orta hızda doldurur ve tutkal girişinden geçer, konumu değiştirir, daha sonra ikinci bölüm kemik konumu çevresini hızlı bir hızla doldurur, ve konumu değiştirir, ve üçüncü bölüm gazı boşaltmak için yavaş bir hızla kemik pozisyonunu doldurur, ve son olarak hızlı bir şekilde dolar, ve güvenlik pozisyonuna geçer. anahtar pozisyonuna basın ve tutma süresini uygun şekilde uzatın.
 plastik enjeksiyon kalıplama kalıplarının yüzeyindeki parlak kusurlarla nasıl başa çıkılır?
plastik enjeksiyon kalıplama kalıplarının yüzeyindeki parlak kusurlarla nasıl başa çıkılır?
plastik enjeksiyon kalıplamada birçok zorluk vardır. enjeksiyon kalıbı hareketli bir kalıp ve sabit bir kalıptan oluşur. plastik ürünlerin üretimi enjeksiyonlu kalıplamayı gerektirir. plastik malzeme enjeksiyon kalıbının kalıp boşluğuna enjekte edilir bir enjeksiyon kalıplama makinesinden, ve soğutma ve katılaştırmadan. sonra oluşur ve kalıp imalat işlemi sırasında plastik enjeksiyon kalıplama kalıbının yüzeyinde bir parlaklık hatası varsa ne yapmalıyım? JHS, tarafından size yardımcı olmayı umarak özetlenen plastik enjeksiyon kalıplama kalıplarının yüzey parlaklığı kusurlarının nedenleri ve çözümleri aşağıdadır. 1. kötü kalıp bitişi, kavite yüzeyinde paslanma, vb., zayıf kalıp egzozu. 2. kalıbın yolluk sistemi arızalı, soğuk slug kuyusu büyütülmeli, yolluk , parlatma ana yolluğu, yolluk ve kapı büyütülmeli. 3. malzeme sıcaklığı ve kalıp sıcaklığı düşüktür. gerekirse, kapının lokal ısıtma yöntemi kullanılabilir. 4. işlem basıncı çok düşük, hız çok yavaş, enjeksiyon süresi yetersiz, ve karşı basınç yetersiz, bu da zayıf kompaktlık ve karanlık yüzey ile sonuçlanıyor. 5/4] plastik tamamen plastikleştirilmeli, ancak malzemenin bozulması önlenmeli, ısıtma sabit olmalı, ve soğutma yeterli olmalıdır, özellikle kalın cidarlı olanlar için. 6. soğuk malzemenin iş parçasına girmesini önleyin, ve kendi kendine kilitlenen yaylar kullanın veya gerekirse meme sıcaklığını azaltın. 7. çok fazla geri dönüştürülmüş malzeme kullanılıyor, plastiklerin veya renklendiricilerin kalitesi kötü, su buharı veya diğer kirliliklerle karışmış, ve kullanılan yağlayıcıların kalitesi düşük. 8. sıkıştırma kuvveti yeterli olmalıdır.
 plastik kalıp kalitesinin enjeksiyon kalıplama üretimine etkisi
plastik kalıp kalitesinin enjeksiyon kalıplama üretimine etkisi
kalıp tasarımı ve imalatının amacı enjeksiyon parçalarının yüksek verim ve kalite ile seri üretilmesidir. yüksek kaliteli plastik parçalar üretmek için, ilk adım iyi bir kalıba sahip olmaktır. İyi bir plastik kalıba sahip olmaktır sadece görünüşte iyi, değil, aynı zamanda aşağıdaki yönlerden yüksek kaliteli bir plastik kalıp. kalite, üst düzey, yüksek hassasiyetli plastik kalıplar, yapmak istiyorsanız: kalıbın enjeksiyon yüzeyinin düzgünlüğü Kalıp imalatının başarısını veya başarısızlığını belirleyen çok önemli bağlantılardan biri olan kalıp yüzeyinin parlatılması çok önemlidir, kalıbın yüzeyi yeterince pürüzsüz değildir, yüzey düzgün değildir, ve enjeksiyonla kalıplanmış plastik ürünün yüzeyinde kabuk çizgileri ve kum tanecikleri olacaktır. genel olarak, kalıp çeliği seçimine ek olarak yüzeyi bir ayna yüzeyine. cilalamak daha iyidir, polisaj personeli, zaman ve teknoloji, parlatma aynası etkisi üzerinde bir etkiye sahip olacaktır. profesyonel kalıp parlatma ustaları gereklidir, ve parlatma süresini doğru bir şekilde kavramak için zengin deneyime sahip olmalıdırlar. ayna cilalamadan sonraki etkiyi kalıp. kalıp hassasiyeti kalıbın doğruluğu, plastik parçaların boyutsal doğruluğunu belirler. kalıp imalatının öncelikle iki boyutlu dedektörler, üç boyutlu dedektörler ve diğer test cihazları[ gibi yüksek hassasiyetli ölçüm, için koşullara sahip olması gerekir. 4] nesne görüntüleme ilkesi, nesnenin boyutunu ve uzamsal konumunu doğru bir şekilde hesaplamak için kullanılır. 0.02 mm'lik fark algılanır, ve ürün boyutu ve enjeksiyon hacmi doğru bir şekilde ölçülür. kalıbın üst kalıbının oturması kalıp endüstrisinde belirli çalışma standartları olmasına rağmen, farklı kalıp üreticilerinin kalıpları ve enjeksiyon kalıplama arasında küçük farklılıklar olacaktır. örneğin, kalıp açma ve enjeksiyon kalıplama aynı üretici değildir. nedeniyle her üreticinin farklı mekanik ekipmanı ve üretim yöntemlerine, üretimde riskler olacaktır. , ürün kalitesini ve üretim verimliliğini etkileyen. bu riski azaltmak için, genellikle seçim yapmak daha iyidir kalıp açma ve enjeksiyon kalıplama için aynı üretici. kalıp açmadan enjeksiyonlu kalıplamaya, üreticiler kendilerini kontrol edebilir, ve sorunlar zamanında çözülebilir.
 plastik yüzey işleme süreci
plastik yüzey işleme süreci
plastik yüzey işleme, plastik yüzeyi işlemek için fiziksel, kimyasal, mekanik ve diğer yöntemleri kullanmaktır. yüzey işlemi, ürünün korozyon direnci, gibi aşınma direnci[ gibi] özelliğini karşılamaktır. 3] ikincil işleme olarak adlandırılan dekorasyon veya diğer özel gereksinimler,; ikincil işleme dört kategoriye ayrılır: baskı, lazer, kaplama, ve elektrokaplama. 1. yazdırma plastik yüzeye baskı, serigraf baskıyı, tampon baskıyı, termal transfer baskıyı, sıcak damgalamayı, vb. içerir; serigraf baskı prensibi: serigraf baskı, kazıyıcının , ekstrüzyonu yoluyla yapılır, böylece mürekkep, orijinal ile aynı grafiği oluşturmak için grafik parçasının ağından alt tabakaya aktarılır. tampon baskının prensibi: yüzey baskısı olarak da bilinen tampon baskı,, önce metin veya desenlerle oyulmuş bir gravür içine mürekkebi koymak,, ardından metni veya desenleri kauçuğa kopyalamak, ve daha sonra kauçuk kullanmaktır. metni veya desenleri plastik kalıp yüzeyine aktarmak, ve son olarak mürekkep ısıl işlem veya ultraviyole ışık ışıması ile kürlenir. Termal transfer baskı prensibi: desen önceden süblimasyon mürekkebi ile özel yapışkanlı kağıda basılır, ve daha sonra desen plastik filme. aktarılır, kağıt film çalışma yüzeyine. aktarılır. transfer veya sıcak damgalama işlemi, basılı nesneyi yalnızca bir kez sıcak damgalamanız gerekir, ve daha sonra çeşitli renk desenleri plastik parçalara. bu şekilde aktarılabilir, plastik parçaların kusurlu oranı azaltılabilir, ve resimler mükemmel, ve sıradan sıcak damgalama makineleri ve termal transfer makineleri ile tamamlanabilir. işlem basittir, baskı mükemmel, ve üretim maliyeti düşüktür. ürün kaybı azdır, katma değer yüksektir, ve proses dekorasyonu güçlüdür. yeşil baskı standartlarına uygun olarak yüksek örtme gücü ve güçlü yapışma. çevre kirliliği yoktur. sıcak damgalama baskı ilkesi: sıcak damgalama, metin ve desenleri plastik ürünlerin yüzeyine belirli bir sıcaklıkta aktarmak için özel folyo kullanmaktır; avantajı, bu yöntemin yüzey işlemi gerektirmemesi, ve basit bir cihazla. renkli baskı yapılabilmesidir. Ayrıca, altın ve gümüş gibi metalik parlaklığa sahip ürünler de basılabilir. 2. lazer lazer baskı teknolojisi olarak da bilinen lazer gravür,, lazerler tarafından tutulan yüksek enerjiyi kullanarak farklı baskı yöntemlerine, göre malzemelerin yüzeyine metin ve desenleri doğrudan. yazdırmak için kullanılan bir baskı yöntemidir. tarayıcı lazer makineleri ve koruyucu lazer makineleri olarak ikiye ayrılabilir. tarama lazer makinesinin prensibi: tarayıcı lazer makinesi, lazerin ışığını kontrol etmek için X eksenine ve Y eksenine eşdeğer iki lens kullanır, ve alt tabaka üzerine istenen deseni veya metni yazdırır; avantajı, küçük metinleri yazdırmada iyi olmasıdır.; çizim verileri bilgisayar tarafından kontrol edilir, küçük parti üretimi için uygundur. Korumalı lazer makinesinin prensibi: Korumalı lazer makinesi, kullanıldığında yazdırılacak desen ve metin önceden şablon üzerinde yapılmalıdır, ve ardından lazer, izdüşümüne gör...
JHS bir yüksek teknoloji şirketidir , birçok plastik kalıp tasarımında , uzmanlaşmıştır , imalat ve enjeksiyon , kalıplarımız dünya çapında birçok ülkeye ihraç edilmektedir ve oybirliği ile övgü kazanmıştır .
 otomotiv enjeksiyon kalıp yapımı
otomotiv enjeksiyon kalıp yapımı
tasarım ekibimiz, otomotiv parçalarını müşterilerin özelliklerine ve gereksinimlerine göre tasarlar. tamamlandıktan sonra, her ürün tasarım teklifini değerlendirir ve test ederiz. analiz süreci müşteri ile istişare içinde tasarım ve mühendislik uzmanları tarafından gerçekleştirilir, hassas ve yüksek performanslı parçalar teslim etmemizi sağlayan. Doğru maça ve boşluk boyutlarına sahip kalıplar tasarlamak için yüksek hassasiyetli yazılım kullanarak, ayrıca, müşterimiz bu tür yöntemleri kullanmayı planlıyorsa, otomotiv motif endüstrisinde. yaygın olarak kullanılan ekleme ve çift kalıplama gibi gereksinimleri de dikkate alıyoruz,. kalıp tasarımını onlara göre ayarlayacağız. dayanıklı yüksek kaliteli çelik. kullanarak otomotiv parçaları için kalıplar yapıyoruz mühendislerimiz ayrıca çekirdeğin, boşluk, ve kapı sistemlerinin reçinenin. eşit dağılımını kolaylaştırmak için uygun şekilde yapılandırılmasını sağlıyor, ardından kalıp yapısı test ediliyor verimlilik için ve yapısal kusurları olmadığını doğrulamak için. Otomotiv parçalarını enjeksiyonla kalıplarken mühendislik sınıfı reçineler kullanarak, aşınmaya dayanıklı ABS plastik parçalar gibi yüksek performanslı yapılar sunabiliyoruz. ayrıca müşterilerin talep ettiği yüzey finisajlarını elde ediyoruz. tüm prosedürler üretim uzmanlarının gözetiminde gerçekleştirildi ve test edildi.
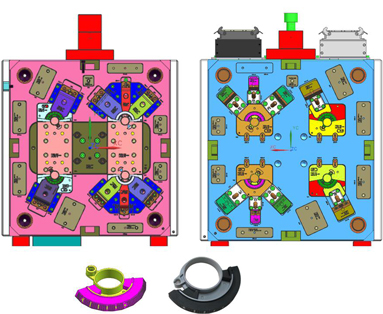 2K enjeksiyon kalıp yapımı
2K enjeksiyon kalıp yapımı
2K enjeksiyon kalıbı , ayrıca iki renkli enjeksiyon kalıbı olarak da adlandırılır, bu teknoloji iki plastik malzemeyi iki zamanlı enjeksiyonlu kalıplama ile aynı enjeksiyon kalıplama makinesine enjekte etmektir, ancak ürün bir seferde çıkarılır. genellikle bir dizi kalıpla tamamlanır ve özel bir iki renkli enjeksiyon kalıplama makinesi gerektirir. iki vuruşlu enjeksiyon kalıbı: gerçek bir iki renkli kalıp, ürün bir malzeme ile doldurulduktan sonra, enjeksiyon kalıbı 180 derece dönecek ve daha sonra başka bir plastik malzemeye, dönecektir, yani, aynı enjeksiyon kalıp boşluğu, farklı kalıp çekirdeği. yüksek verimliliktir, plastik parça hacmi büyükse düşük maliyetlidir. plastik parça üretim kapasitesi için yüksek bir gereksinim varsa, lütfen iki atışlı enjeksiyon kalıbı seçin . jhs kalıp iki enjeksiyonlu enjeksiyon kalıbının yanı sıra üst kalıp konusunda zengin deneyime sahiptir. iki atış enjeksiyon kalıbı plastik parça talepleriniz varsa, lütfen bizimle iletişime geçin, kıdemli mühendisimiz, tasarımcılar ürünlerinizi analiz edecek ve profesyonel sana öneri.
 ev aletleri ürünleri
ev aletleri ürünleri
ev aletleri kalıbı elektrikli ev aletleri için plastik parçalar ve bileşenler üretmek için kullanılan ev aletleri kalıbı olarak da bilinir. ev aleti kalıpları genellikle iç plastik parça kalıbını ve dış plastik mahfaza veya kasayı içerir. iç parçalar için, boyutsal doğruluk en önemlisidir, ve ürünlerin montajını etkilemediği sürece. genellikle görünüm için özel bir gereklilik yoktur,. dış plastik muhafaza veya kasalar için, görünüm ve boyut önemlidir, ancak istisna, bazı muhafaza veya kasaların boyama, kaplama vb., gibi ikincil işlemlere, gitmesidir. böylece enjeksiyon kalıplı dış muhafazanın genellikle yüksek cilalı olması gerekmez, sadece sonraki süreci etkileyen bazı özel alanlarda yüksek cilalıdır. plastik parçaların doğruluğu nasıl sağlanır? her şeyden önce, kalıp çeliği boyutunun. çilelemede. doğruluğunu sağlamak için, kalıplardaki tüm boyutlar, kalıplar müşterilerimize teslim edilmeden önce CMM zaiss tarafından ölçülen tolerans dahilindedir. 15 yıldan fazla deneyime sahip tasarımcılar, iyi çözümler ve profesyonel teknik destek sağlıyor. bir ev aletleri plastik enjeksiyon kalıbı tasarlarken, toplam yaşam döngülerini ve plastik reçineyi birleştirerek kalıp çeliğini seçmeliyiz parçanın. önemli boyutlar veya özel yapı alanı ve bazı kırılgan nervürler için mümkün olduğunca çok sayıda uç yapmasını sağlar, çünkü uçlar değiştirilebilir ve uzun bir üretim süresinden. sonra uygun bakım ve taşlama ile işleme mümkün olduğunca mümkün olduğunca, doğruluk açısından, taşlama makinesinin' avantajı. vardır her tür makinenin farklı avantajları vardır, alet üreticileri bu cihazların avantajlarını anlamalı ve kaliteli kalıplar yapmaya yardımcı olmak için bunlardan en iyi şekilde yararlanmalıdır. başka bir nokta, kalıp çeliği için biraz boşluk bırakmak da çok önemlidir doğru boyutta parçalar elde etmek için kritik. Elbette, kaliteli kalıplar yapmak bu noktalardan çok daha fazlasıdır, lütfen bizimle iletişime geçin ve ihtiyaçlarınızı bize bildirin, projeniz için profesyonel desteğimizi sağlamak için sabırsızlanıyoruz.
lütfen okumaya devam edin, güncel kalın, abone olun, ve bize ne düşündüğünüzü söylemenizi rica ederiz.







 ipv6 ağı desteklenir
ipv6 ağı desteklenir
 çevrimiçi servis
çevrimiçi serviswechat'e tara :

 Türkçe
Türkçe English
English français
français Deutsch
Deutsch русский
русский italiano
italiano español
español português
português 日本語
日本語 中文
中文